회전기계의 진동

회전기계(주로 펌프, 팬류)에 있어서 설치 후 주로 정기적인 외관점검 및 성능검사를 위주로 관리를 하고 있으나, 기게 자체의 고장을 대비한 수치적 관리는 실시하고 있지 않다.
기계는 예고없이 고장나지 않으며, 고장이 나서 기계가 못쓰게 되기 이전에 이미 많은 고장의 징후가 나타나게 된다.
기계의 이상은 진동레벨의 증가에 의해서 알 수 있으며, 따라서 진동은 고장 지표로서의 역할을 한다. 기계를 계속적으로 상태 점검하게 되면 작동 중 큰 손상의 결과로 인한 완전한 파손을 방지하게 되고, 고장에서 다음 고장까지 평균시간의 증가는 물론 회전기계의 정상운전으로 거의 확실하게 유지할 수 있다. 현재 일반적으로 제시되는 조치레벨(action level)은 정상레벨의 2∼3배로 권하고 있다.
(1) 진동의 크기
물체가 기준 위치에 대해 반복운전을 할 때 그 물체는 진동을 한다고 하며, 1초 동안에 완전한 운전주기가 일어나는 횟수를 주파수라 부른다.
실제로 진동신호는 동시에 일어나는 많은 주파수로 구성되어 있으므로 어떤 주파수에서 진동이 일어나는지 알 수 없다.
진동신호를 각각의 주파수 성분으로 분리하는 것을 주파수 분석이라 하는데, 진동을 측정하여 해석하는 기본 기술이다.
기계진동의 주파수 분석은 기계 여러 부분의 기계적 특유의 주기적인 주파수 성분들을 찾아내므로 요소별 기계의 상태를 알 수 있다.
진동의 정도를 나타내는 진동 진폭은 여러 방법으로 정량화 할 수 있다. 정현파의 진폭으로 진동값을 나타내는 방법으로는 피크-피크값(peak-peak), 최대값(peak), 평균값(average), RSM값 등이 있다.
● 피크-피크값
진동파의 최대 변화를 나타내는 것으로 진동의 변위가 중요할 때 사용된다.
● 최대값
짧은 시간의 충격 등의 크기를 나타내기에 유용하며 최대값을 나타낸다. 그러나 시간에 대한 변화량은 나타내지 않는다.
● 평균값
파의 시간에 대한 변화량을 나타낸다.
● RSM값
시간에 대한 변화량을 고려하여 진동의 능력을 나타내는 에너지양과 직접 관련된 진폭을 표시한다.
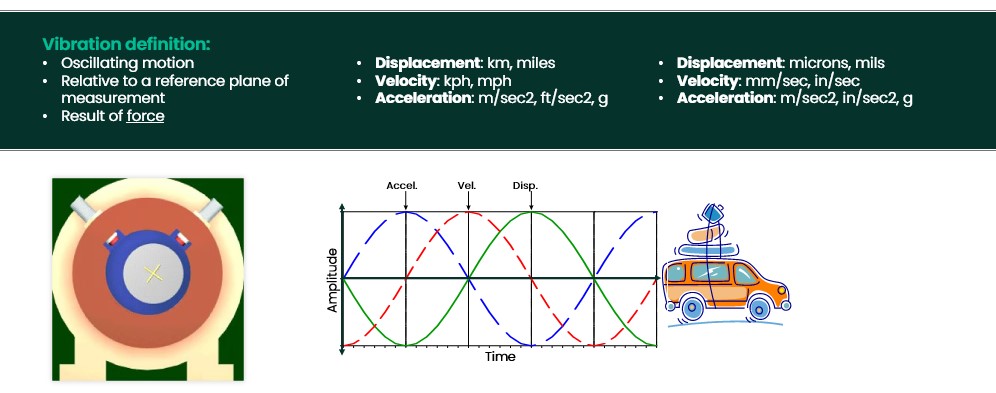
(2) 진동의 측정단위
진동하는 물체는 정지 위치로부터 양쪽으로 변화하는 물리적 변위로서 표시할 수 있다. 진동의 모양과 주기는 변위, 속도, 가속도 중 그 어느 것으로 표현되는지 간에 같다. 주요한 차이는 세 매개변수들의 진폭-시간 곡선에서 위상차가 존재한다는 것이다. 변위는 주파수의 자승에 비례하는 상수로 가속도를 나눔으로써 얻어지며, 속도는 주파수에 비례하는 어떤 상수로 가속도 신호를 나눔으로써 얻을 수 있다.
이러한 변수들은 측정장비에서 전자적 적분기에 의하여 수행되어진다. 진동의 매개변수는 아래의 표와 같이 ISO 표준에 의해 전세계적으로 미터단위로 측정된다.
중력상수 ''''g''''는 ISO 단위계에 나타나 있지 않지만 가속도의 크기를 표현할 때 넓게 사용된다.
(3) 진동측정의 응용 및 측정 POINT
넓은 주파수 대역을 갖는 진동 측정은 유효한 진동 지시로 쓰이며, 기계의 일반적인 상태나 방진 효과에 이용될 수 있다. 실제 측정된 레벨을 이전 또는 이후의 측정 레벨과 비교하거나 공표된 진동 강도기준(Vibration Severity Criteria)과 비교함으로써 어느 정도 심한지를 평가할 수 있다.
아래의 도표는 회전기계의 진동 강도를 판단하기 위한 표준과 권고사항을 발췌하였다.
(ISO 2372와 2373, 독일 VDI2056:1964, 영국 BS4675 :1971, 독일 DIN45665:1968)
회전기계의 진동은 축회전의 주파수와 직집적인 관련이 있으며, 가장 중요한 것은 기본 주파수에 대한 고주파 배수이다. 고주파는 기본 주파수가 찌그러졌거나 원래의 주기 운동이 순수하게 정현파가 아니기 때문에 발생한다.
만약 그 주파수가 다른 기계 요소들의 공진 주파수와 일치하면 큰 진동 레벨이 발생되고, 결국 중요한 소음원이 되거나 다른 기계 부분에 높은 힘을 전달하게 된다. 진동을 감소시키는 한 예를 들면 질량을 변화시키거나(공진 주파수의 변경) 진동의 진폭을 감소시키기 위하여 감쇠 물질을 첨가할 수 있다.
회전기계의 진동을 측정하기 위해서는 우선적으로 측정 부위의 선정이 중요하다. 통상적으로 진동측정 부위는 아래의 그림과 같이 회전기계의 경우에는 베어링 하우징 부위의 수직방향, 수평방향 및 축방향을 측정하므로써 주파수 분석을 할 수 있다.
① 대상설비
각종 펌프류, 송풍기류, 모터 등
② 측정위치
Y : 측정방향
X : 수평방향
Z : 축방향

3. 진동치의 평가방법
(1) 진동레벨의 기준 및 평가
대부분의 현장에서 기계류의 상태를 평가하는데 이미 출판된 진동기준서에 의거하여 평가한다.
ISO 2372와 같은 경우 기계의 마력과 기초(Foundation)형의 의해서만 한계를 지어 해석하고 있다. 대부분의 범용 기준서는 10∼1.000 Hz 이상의 주파수 영역이다.
이때 진동의 측정단위로 속도 레벨을 사용하므로 더욱 높은 주파수 영역의 검출도 가능하다.
ISO 2372는 2.5의 함수(8dB)로 레벨이 증가함에 따라 판정기준의 변화가 나타난다. 이와 같이 10(20dB)보다 큰 증가량을 보일 때 양호한 판정으로부터 운전계속 불능의 판단으로 바뀌어지게 된다.
이 도표는 광대역의 측정에 적용되지만 경험을 통한 주파수의 분석으로 얻어진 개별적 주파수 성분에 대하여 기준치를 설정할 수 있다.
(2) 진동의 원인과 대책
회전기계의 진동의 원인은 본인의 경험을 토대로 보면 대개 다음과 같은 원인으로 인한 진동이 발생한다.
- ROTOR의 밸런스의 불량
- 회전축의 구부러짐, 편심
- 축정렬 상태의 불량
- 베어링의 불량으로 인한 진동
- 기초의 시공불량으로 인한 진동
아래 표를 보면 회전기계의 진동의 이상현상은 로우터 회전수의 배수와 밀접한 관계를 갖고 있으며, 해당 배수의 진동이 점차적으로 상승한다면 그 해당 부분의 상태가 나빠짐을 추론할 수 있으며, 일정수준의 범위를 초과하면 점검이나 새 부품으로 교체해야 할 것이다